- Coating Thickness Gauge
- X Ray Flaw Detector
- Magnetic Particle Inspection(MPI)
- Wire rope detector
- Digital Ultrasonic Flaw Detector
- Ultrasonic Thickness Gauge
- Holiday Detector
- Concrete Testing Equipment
- Surface Roughness Tester
- Eddy Current Electric Conductivity Meter
- Profile Projector
- Hardness Tester
- Industrial Endoscope
- Underground Pipeline leak Detector
- Microscope











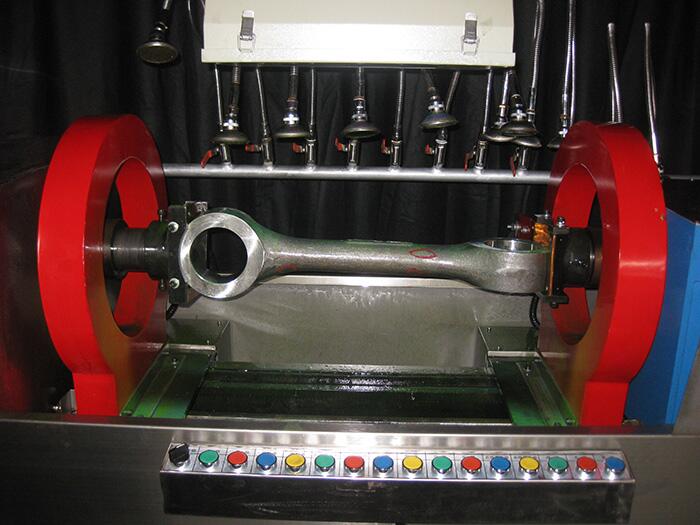

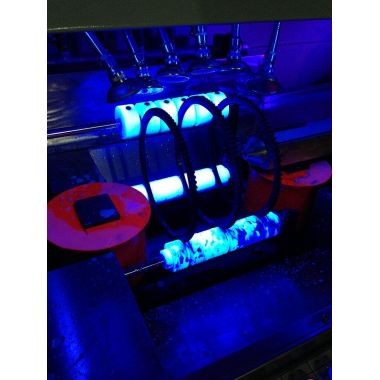
CDG-4000 connecting rod fluorescent magnetic particle flaw detection machine is an electromechanical combined semi-automatic fluorescent magnetic particle flaw detection equipment. It consists of a power control system, a clamping magnetization device, a magnetic suspension spray system, and a fluorescent system. It is suitable for wet magnetic powder. The method detects cracks and various minor defects caused by various reasons such as casting, forging, machining, fatigue and the like on the surface and near surface of a connecting rod made of ferromagnetic material.
This equipment adopts manual and automatic operation modes, and is controlled by the programmable controller (OMRON PLC). When it is manual, it can perform single-step independent operation of each function. When it is automatic, the device automatically executes the PLC internal program. After the workpiece is loaded in place, press the start button to achieve workpiece clamping-rotation-spray-magnetization, etc. A series of actions. Release the workpiece after manual demagnetization. Circumferential magnetization uses direct current, and longitudinal magnetization uses two sets of standard coils, which have good magnetization effect. The AC magnetization has power-off phase control, and has good remanence stability. It is suitable for both continuous and flaw detection. The composite magnetization forms a rotating magnetic field on the workpiece and displays the magnetic track in all directions at once, which has a high working efficiency.
Main technical parameters:
1. Circumferential magnetization current: AC 0-4000A effective value, continuously adjustable;
2. Longitudinal magnetization magnetic potential: AC 0-18000AT, effective value, continuously adjustable;
3. Magnetization sensitivity: A type 1 # test piece shows clear;
4. Temporary load rate: ≥25%;
5. Electrode distance: 0-950mm, adjustable;
6. Operating mode: manual and automatic operation;
7. Magnetization mode: circumferential, longitudinal, composite magnetization;
8. Movement mode of tailstock electrode box: electric;
9. Clamping method: pneumatic;
10. Demagnetization method: automatic attenuation demagnetization;
11. Longitudinal demagnetization potential: AC: 18000-0 AT, effective value, continuously adjustable;
Demagnetizing current in the circumferential direction: AC: 4000-0 A, effective value, continuously adjustable;
12. Demagnetization effect: ≤240A / M (0.3mT);
13. Power supply: three-phase four-wire 380V ± 10% 50HZ maximum instantaneous 200A
14. Dimensions: 2500 (length) × 900 (width) × 1500 (height) mm;
15. Weight: about 1500Kg.
Flaw detection principle:
Circumferential magnetization uses direct current. Current passes in the axial direction of the workpiece and generates a circumferential magnetic field on the workpiece. If there are cracks or near surface defects that intersect with the magnetic flux lines, N and S magnetic poles are immediately generated on both sides of the crack. The magnetic flux enters the nearby space and forms a leaking magnetic flux field that can attract magnetic powder and crack indications, thereby detecting lateral cracks on the workpiece. The coil method is used to longitudinally magnetize the workpiece to generate an axial magnetic field. Similarly, longitudinal cracks on the workpiece can be detected. Simultaneous application of circumferential and longitudinal magnetization currents, that is, composite magnetization, forms an alternating rotating vector magnetic field on the surface of the workpiece and the near surface. During continuous inspection, it can detect cracks and defects in the workpiece surface and near surface in all directions.
crafting process:
According to the size of the workpiece, adjust the distance between the two electrodes, select the circumferential and longitudinal magnetizing currents, and mount the workpiece on the bracket. At this time, the workpiece can be automatically and manually detected.
2, 1 automatic detection status:
Select the working mode in the automatic position, press the start button or the foot switch, the device automatically executes the PLC internal program, and performs a series of actions such as clamping-rotating-spraying-magnetizing. During the automatic program, if you need to end the execution, press the reset button, the automatic program stops executing, and the program returns to the initial state for the next work.
2, 2 manual detection status:
During manual detection, set the work mode switch to the manual position, press the clamping button, and the electrode clamps the workpiece; press the spray button or spray the magnetic suspension on the workpiece with a manual spray gun, and press the rotation button to rotate the workpiece , Make it fully wet; press the magnetization button or foot switch to magnetize the workpiece; after magnetization is completed, press the rotation button to observe the rotation; after observation, press the demagnetization button to demagnetize the work; after demagnetization, press Release the button to release the workpiece; one workpiece inspection is complete.